Heaters for Industrial Furnaces and Die Casting | MDR Marca
Heaters for
DIE CASTING AND FOUNDRY INDUSTRY
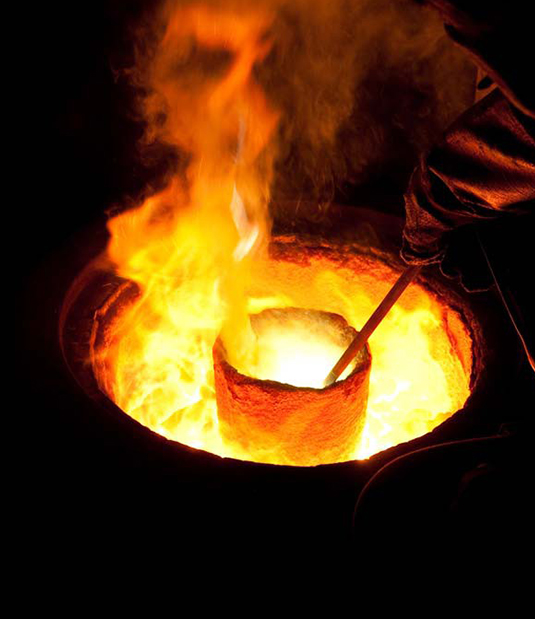
HEATERS FOR INDUSTRIAL FURNACES: DIE CASTING AND FOUNDRY INDUSTRY
Among the products of MDR Marca dedicated to die-casting process and the foundry industry, the production of heaters for industrial furnaces is very significative.
The die casting process, also called under pressure shell foundry, provides the use of different types of furnaces, depending on the type of process undertaken.
In the process of shell mold foundry, the mold consists of two half-molds generally made of steel or cast iron. As result, the metals used during this process will be materials which melt at lower temperatures, such as alloys of aluminum, zinc or magnesium.
During the process of shell casting mold, the injection pressure of the molten metal can vary from 2 to 150 MPa depending on the case. The pressure is maintained during the process until the glass solidification, while hydraulic presses guarantee the closing of the mold also at high operating pressures. When the piece has solidify and cooled, the presses open the two molds so that it can be withdrawn.
This process is highly automated, and therefore allows to obtain high productivity. The nature of the molds also can produce pieces that have a dimensional tolerance and a finish surface better than other foundry processes. However, the initial installation costs are very high and recoverable only for large productions.
The die casting process can be divided into two main categories:
- Hot chamber die-casting, if the tank of molten metal is placed in a furnace;
- Cold chamber die, if the reservoir of the metal is a simple cavity with not controlled temperature.
The hot-chamber die casting, thanks to the presence of the furnace, ensures better control of the operating temperature and high production rates. The direct withdrawal from the tank makes the process faster and, thanks to the fact that the tank is larger, the alloy is more uniform in terms of composition and temperature than the cold chamber die. Consequently, also the structure of the product will be more homogeneous.
On the other hand the process temperature can not reach too high levels to avoid compromising the productivity that requires restrained cooling times. This limites the application of the pressacolata hot chamber to metals with low melting point.
The holding pressure of this process is lower than the cold chamber and ranges from 2 to 15 MPa.
During the process of die casting the metal is cast into a shape composed of two metal under pressure half-molds, which usually are made of steel, cast iron or any other material to fusion temperatures definitely high. For this reason the materials cast within the mold must necessarily possess a melting temperature lower than the steel.
Compared to the shape of the ground foundry, the mold for die casting can boast thin thicknesses (up to 1 mm) thanks to an easier filling due to high pressure. On the other hand, the mold must be free of missive areas (parts of the object much larger than all the other) to allow a uniform cooling of the piece.
The extraction from the mold is simpler than the ground foundry and, having only two molds, you will have to use the blocks to prevent possible undercuts. At the time of extraction the piece will be integral with the mobile part of the mold, in order to facilitate a quick exit.
The process of cold chamber die has a lower temperature control of the liquid jet and then a lower productivity because of the longer times due to the inclusion of the molten metal, and in particular at the operating temperature substantially higher. However, the cold chamber process compensates the lower productivity with a greater flexibility of materials.
In the die casting process can be used various types of furnaces and of heaters for industrial furnaces:
- Induction furnaces ring – Furnace type Kjellin:
The Kjellin furnace consists of a container of an annular shape, coated internally with refractory and crossed by the ferromagnetic core of a transformer, whose primary winding is arranged connected to the generator. Thanks to the circulation of a high intensity of current (up to 30,000 amperes), the molten material can reach a very high temperature.The constructive forms of this type are produced to confer to the section of the loop of the molten metal a minimum size. The aim is to ensure a high electrical resistance to current flow, thus improving the yield, without creating the conditions for the contractions of the fluid that may cause an interruption of the stream. - Induction furnaces ring – oven closed channel:
The operation of the oven closed channel is similar to that of the oven-type Kjellin.
The type of construction, however, presents the advantage of a smaller footprint and greater convenience, as well as reduce the inconveniences arising from the contraction of the liquid vein through increased thrust metallostatic.
Induction furnace crucible:
The crucible induction furnaces are constituted by a carpentry in iron on the outside, a cylinder on which are assembled the lifting pistons. Behind the plate there is a first layer of refractory cement thickness of about 30 cm, which incorporates the coils in copper. The concrete is poured into the space between the outer cylinder and a shape previously laid.
The inside coils are constituted by a copper bar, to which is welded a tube for the passage of cooling water. All components are pressed from a “sock” made of fireproof material. When the cement is solid is applied a ceramic mat on all the height with a thickness of about 8-10mm, and the shape of the crucible is positioned in the center. The space that remains between the outline and the layer of cement is filled with another type of refractory cement dry. Using a stellar vibrator, placed in the iron outline, the air is releases from the dust that gradually fills the space, making it compact. The turns are divided into two groups in equal numbers and connected in the opposite manner, and in the center is placed a ring of metal laminations which serves to separate the inductive fields which rotate in the opposite way.
The crucible furnaces can be fed with stream at low frequency, at medium or high frequency.
In addition to the heaters for industrial furnaces, MDR Marca offers its customers a lot of products for the die casting process: discover them all by visiting the “Products” section of our website.